
Гумени цевкие карактеристично различен од другите цевки поради содржината на гума, која е еластомер кој има висока јачина и издржливост, како и може да се растегнува и деформира без трајно да се оштети. Ова главно се должи на неговата флексибилност, отпорност на кинење, еластичност и термичка стабилност.
Гумените цевки се произведуваат со еден од двата процеси. Првиот метод е употреба на мандрела, каде што гумените ленти се обвиткуваат околу цевката и се загреваат. Вториот процес е истиснување, каде што гумата се форсира низ матрицата.
КакоГумени цевкиНаправено е?
Процес на мандрел
Гумена ролна
Гумата што се користи за производство на гумени цевки користејќи го процесот на мандрела се испорачува за производство во ролни гумени ленти. Дебелината на ѕидовите на цевката се одредува според дебелината на листовите. Бојата на цевката се одредува според бојата на ролната. Иако бојата не е неопходна, таа се користи како метод за одлучување за класификацијата и конечната употреба на гумената цевка.

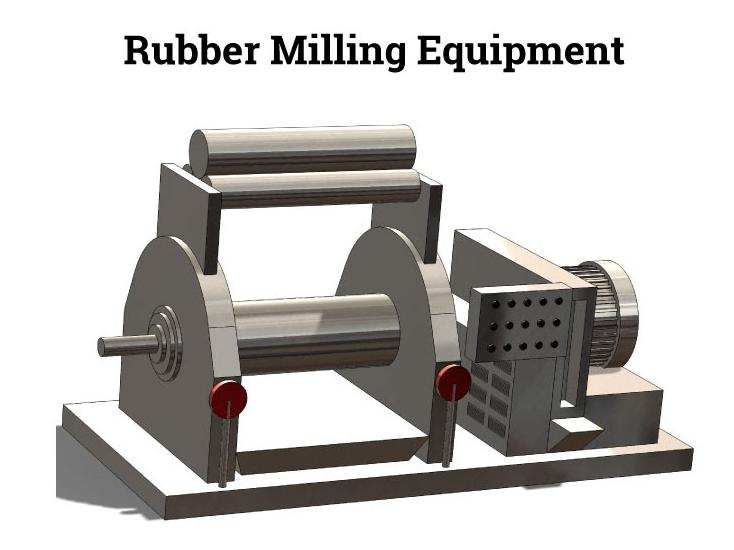
Мелење
За да се направи гумата податлива за производствениот процес, се поминува низ мелница која ги загрева гумените ленти за да ја омекне и измазнува гумата за да се осигура дека има рамномерна текстура.
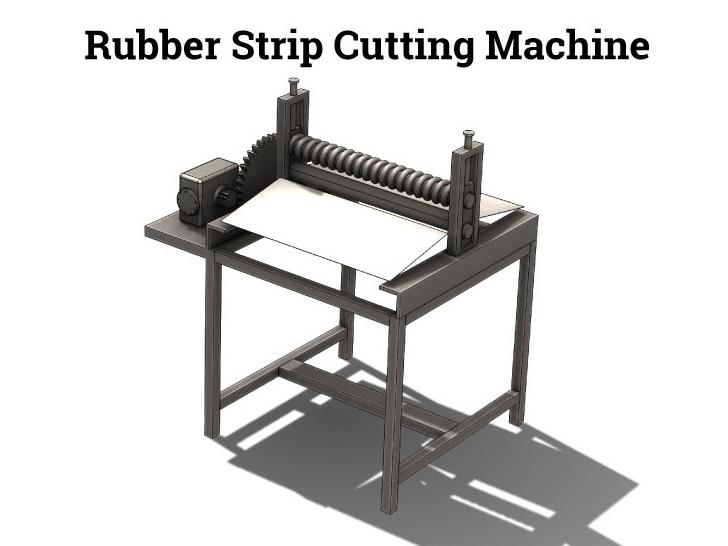
Сечење
Меката и еластична гума се преместува во машина за сечење која ја сече на ленти со еднаква ширина за да одговара на ширината и дебелината на големината на гумената цевка што треба да се направи.
Мандрела
Лентите што се создадени при сечењето се испраќаат до мандрелото. Пред завиткување на лентите на мандрелата, мандрелата се подмачкува. Дијаметарот на мандрелата е точната големина како дупката на гумената цевка. Како што се врти мандрелата, гумените ленти се обвиткуваат околу неа со рамномерно и редовно темпо.

Процесот на завиткување може да се повтори за да се постигне саканата дебелина на гумената цевка.
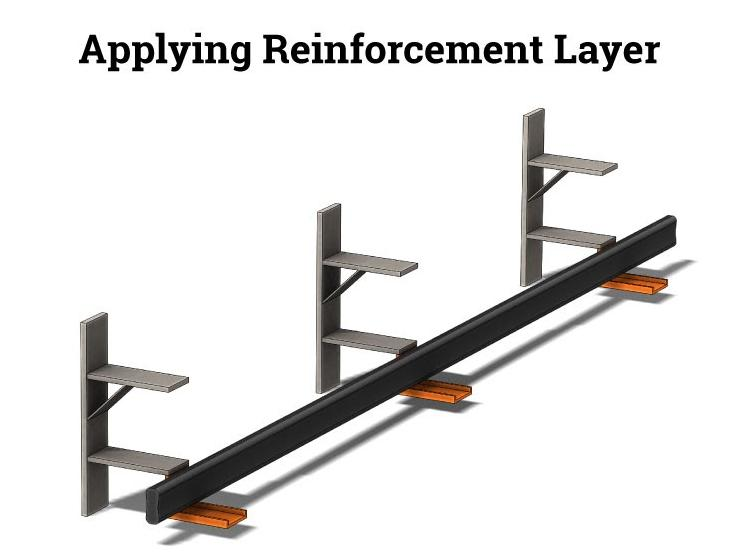
Зајакнувачки слој
Откако цевката ќе ја достигне точната дебелина, се додава зајакнувачки слој кој е направен од синтетички материјал со висока јачина што е обложен со гума. Изборот на слојот се одредува според количината на притисок што може да го издржи гумената цевка. Во некои случаи, за дополнителна цврстина, на зајакнувачкиот слој може да се додаде жица.
Завршен слој
Последниот слој на гуменото соголување е неговата надворешна обвивка.

Снимање
Откако ќе се нанесат сите различни слоеви на гумени ленти, целата должина на завршената цевка се завиткува во влажна најлонска лента. Лентата ќе се намали и ќе ги компресира материјалите заедно. Резултатот од обвиткувањето на лентата е текстурирана завршница на надворешниот дијаметар (OD) на цевката што станува предност и придобивка за апликации каде што ќе се користи цевката.
Вулканизација
Цевката на мандрелата се става во автоклав за процесот на вулканизација што ја стврднува гумата, што ја прави еластична. Откако ќе заврши вулканизацијата, намалената најлонска лента се отстранува.

Отстранување од мандрелот
Едниот крај на цевката е цврсто запечатен за да се создаде притисок. Во цевката е направена дупка за да се испумпува вода за да се оддели гумената цевка од мандрелата. Гумената цевка лесно се лизнува од мандрелото, се отсекува нејзините краеви и се сече на саканата должина.
Метод на истиснување
Процесот на истиснување вклучува принудување на гума низ матрица во облик на диск. Гумените цевки направени со процесот на истиснување користат мека невулканизирана гумена смеса. Деловите произведени со овој метод се меки и еластични, кои се вулканизирани по процесот на истиснување.
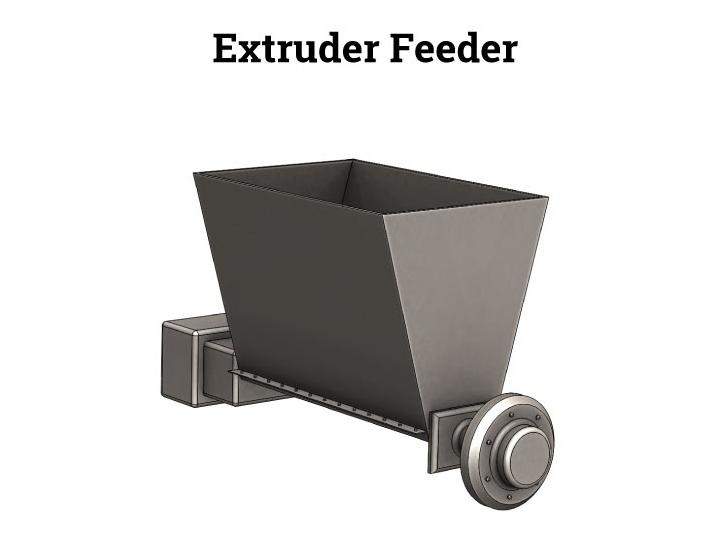
Хранење
Процесот на истиснување започнува со внесување на гуменото соединение во екструдерот.
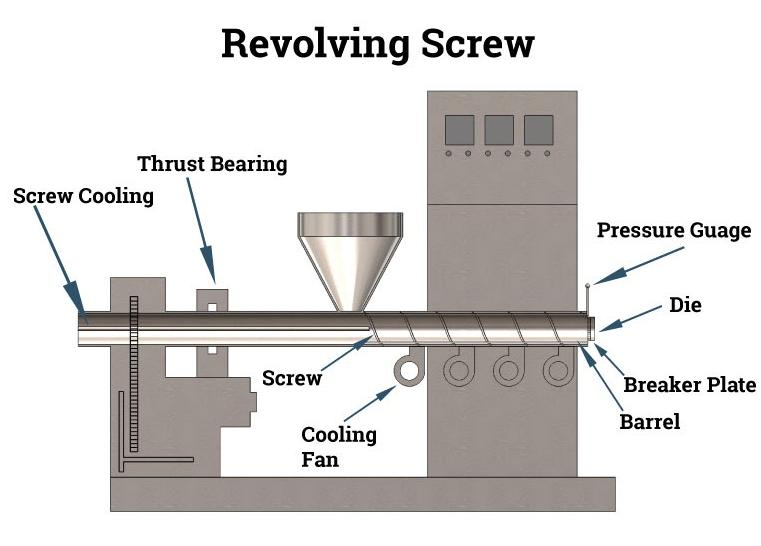
Револвинг завртка
Гумената смеса полека го напушта фидерот и се напојува до завртката што ја движи кон матрицата.
Матрица за гумени цевки
Како што суровиот гумен материјал се поместува по завртката, тој се присилува низ матрицата во точни пропорции со дијаметарот и дебелината на цевката. Како што гумата се приближува до матрицата, има зголемување на температурата и притисокот, што предизвикува отекување на материјалот на екструдерот во зависност од видот на соединението и тврдоста.

Вулканизација
Бидејќи гумата што се користи во процесот на истиснување е невулканизирана, таа мора да претрпи некоја форма на вулканизација откако ќе помине низ екструдерот. Иако третманот со сулфур беше оригиналниот метод за вулканизација, други видови се развиени од современото производство, кои вклучуваат третмани со микровер, бањи со сол или разни други форми на загревање. Процесот е неопходен за да се намали и зацврсти готовиот производ.
Процесот на вулканизација или стврднување може да се види на дијаграмот подолу.
Време на објавување: 25 август 2022 година